SAIC VOLKSWAGEN MEB Plant Paint Shop Green Coating Upgrade Case
Factory Automation Upgrade 2025-06-23 69
To actively promote multi-level and multi-field synergistic effects in pollution reduction and carbon mitigation, in accordance with the requirements of the “Shanghai Implementation Plan for Synergistic Pollution Reduction and Carbon Mitigation” (Huhuan Climate [2023] No. 12) and the “Notice on Soliciting Synergistic Pollution Reduction and Carbon Mitigation Typical Cases in Shanghai” (Huhuan Climate [2024] No. 11), 30 outstanding cases were selected as the first batch of synergistic pollution reduction and carbon mitigation best practices through voluntary application by units, comprehensive assessment, and expert review.
As a leader in volatile organic compounds (VOCs) reduction in Shanghai, SAIC VOLKSWAGEN continuously innovates and makes breakthroughs in pollution and carbon reduction. Guided by intelligent, green, and low-carbon development, it has built the world’s largest single paint shop at its MEB factory, providing a green, low-carbon, and sustainable development demonstration model for the domestic automotive manufacturing and other industrial coating sectors.

Advancing Source Material Substitution and Process Upgrades
- Silane Thin-Film Process Transformation: Eliminates the use of heavy metal nickel (Category I) at the source. It requires no passivation process and no high-temperature production environment. This process reduces wastewater discharge by 16%, waste residue generation by 90%, and heat energy consumption by 15,500 GJ.
- Compact Process Upgrade: The core technology of the MEB paint shop is an automated spraying-drying production line implementing a compact water-based “Two-Wet-One-Bake” process (primer coat spraying – flash-off – clear coat spraying – topcoat baking), eliminating the intermediate coat spraying and baking step.
- Low-VOC Content Material Substitution: Replaces solvent-based basecoats and cleaners with water-based basecoats and water-based cleaning agents. VOC content in basecoats is reduced from 70% to 12%-15%, and in cleaners from 100% to 3.5%-5%.
- Quantitative Reduction Process Application: Employs advanced techniques such as electrostatic high-speed rotary bells/disks with transfer efficiency exceeding 70%, waste cleaning agent recycling, and increased same-color continuous spraying rates to reduce material usage.

Optimizing Process Exhaust Modes and Collection Systems
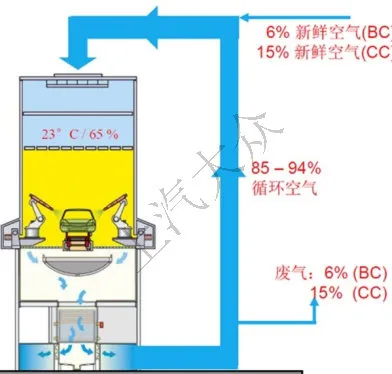
The paint spray booths utilize a circulating air system to minimize fresh air supply. Over 80% of the total air supply is recirculated, with only 20% comprising fresh air intake and exhaust emissions. This significantly reduces the scale and load of the end-of-pipe treatment equipment. Compared to traditional 100% fresh air spray booths, this reduces electricity consumption by 80% and natural gas consumption by 50%.
Automation Upgrade and Transformation
- Dry Limestone Adsorption for Paint Mist: Achieves over 99% paint mist purification efficiency without using water or chemicals, eliminating wastewater and paint sludge generation. Saturated limestone is recovered by the supplier, reprocessed, and remanufactured into calcium carbonate, achieving 100% recycling.
- VOC Exhaust Treatment Selection Considering Synergy: Tailors treatment based on exhaust concentration. High-volume, low-concentration spray booth exhaust is treated using Zeolite Rotor Concentration + Regenerative Thermal Oxidizer (RTO) facilities. High-concentration baking oven exhaust is directly fed into the incinerator for treatment. This improves treatment efficiency while reducing natural gas consumption.
Building a Smart Energy Supervision Platform
Real-time monitoring and analysis of consumption data for major energy types enable intelligent carbon reduction through digital management, assisting the paint shop in exploring optimal energy-saving and emission-reduction strategies.
Establishing a Smart Oven Operation System
- Controlled Oven Heat-up: Utilizes digital tools to precisely predict oven heat-up time, reducing the waiting period after the oven reaches operating temperature before production vehicles enter, thereby lowering natural gas consumption.
- Intelligent Air Supply: Intelligently adjusts burner power based on the real-time number of vehicles in the oven, enabling adaptive variable frequency operation, resulting in a 15% reduction in natural gas consumption and a 40% reduction in fan power consumption.
- Reduced Shutdown Time: Optimized oven shutdown time from 8 hours to 4 hours, saving 300,000 kWh of electricity annually.
- Optimized Rapid Cooling Control: Separately controls the oven and rapid cooling zone. Delays startup of the rapid cooling zone and prevents cooling when no vehicles are present, saving RMB 585,000 in chilled water costs annually.
Based on analysis results from the Smart Energy Supervision Platform, energy-saving and efficiency-improving plans are formulated for each process step, enhancing heat recovery efficiency, reducing energy consumption, and achieving synergistic effects.
Three-Stage Waste Heat Recovery from Incinerator
Added a gas-water heat exchanger as a third-stage energy recovery system, heating the return water from the paint shop’s pre-treatment from 60°C to 90°C, saving hot water costs. Compared to traditional two-stage recovery, heat recovery efficiency increased by 14%, saving 43,000 GJ of heat energy.
HVAC System Heat Energy Recovery
Implemented fine zoning of HVAC supply and exhaust areas:
- Clean Zones: Direct exhaust air heat recovery is employed, recovering 50% of the heat energy.
- Non-Clean Zones: Indirect recovery using a glycol medium transfers energy from exhaust air to supply air, recovering 20% of the heat energy.
